
通用外径检验方法(ISO3547-2:PIN 1444-2检验方法B)
轴套用手压入环规通端(最大用力250N),通过
轴套用同样方法与同样力,压入环规止端,通不过

通用的内径检验方法(ISO3547-2:PIN 1444-2检验方法C)
检验内径,轴承压入环规,塞规通过用较小力,塞规止端通不过用力最大不超过250N
注意:当轴承压入环规,轴承外径可能会被永久减少
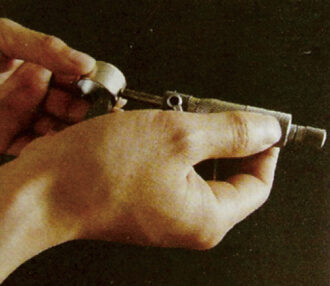
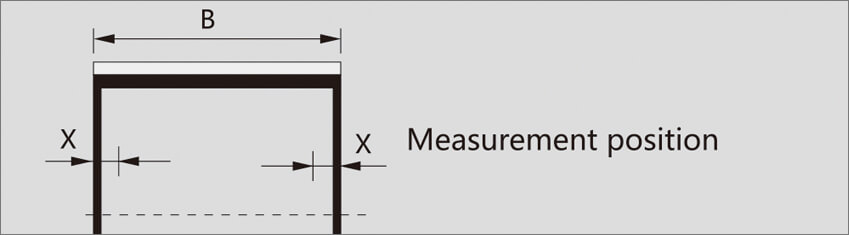
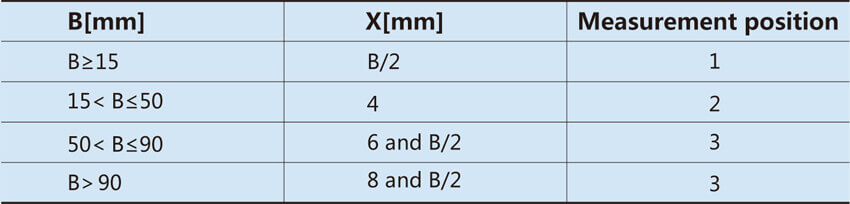
通用的壁厚测量方法:
用壁厚千分尺检测轴承壁厚,来间接计算轴承内径。注意:根据DIN 1494-1,切记在图纸.上不能同时标注检测轴承壁厚和内径。
三星轴承根据不同的工况开发出不同的轴承材料。用户可根据轴承工作环境、载荷、速度、耐磨性要求、移动方式等选择材料。
直套、翻边产品
F=轴承负载值(N)
d=轴径(mm)
L=轴承长度(mm)
止推垫片
F=垫片承载值(N)
d=垫片外径(mm)
L=垫片内径(mm)
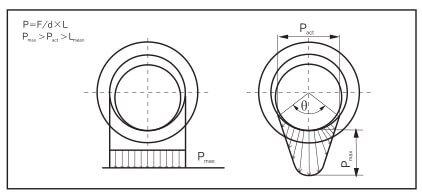
由于受配合间隙、材料强度、轴承倒角、内部油槽等原因的影响,轴承的真正承载面压(P)会大于理论计算值(P)。
旋转运动
d=轴径(mm)
n=转数/分
摇摆运动
d=轴径(mm)
C=摇摆频率(次数/分)
θ=摇摆角度
往复运动
s=行程长度(m)
c=往复频率(次数/分)
PV值是指轴承在一定的承载和线速度条件下的乘积之和,PV值与轴承的使用寿命成反比例关系。因此建议设计时尽量使用比较低的安全的PV值,以确保轴承会有更长的寿命。同时在选择材料时也要注意不能超过承载、线速度、使用温度等极限值,并尽可能地小。
1.直轴承的装配方法
芯轴引导棒的直径比安装后的轴承直径小0.1~0.3mm。芯轴最好进行热处理。为便于压装,可在轴承外径面上涂一点油,切勿以铁锤直接敲打衬套的端面等冲击方法压入;安装大直径d>55mm轴承时,必须采取措施,校准轴承接缝。
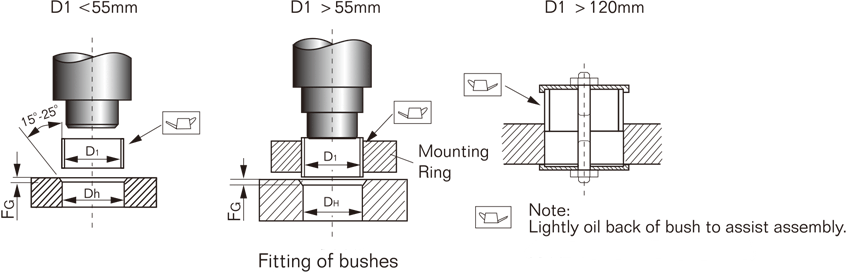
2.翻边轴承的装配方法
对于翻边轴承,装配时翻边处的半径应该考虑,座孔要求提供足够大的倒角,以防止翻边轴承翻边半径处的变形。翻边轴承的压装方法和直轴承基本相同,但要求翻边轴承压装芯轴凸缘外径比直轴承压装芯轴凸缘外径大些。
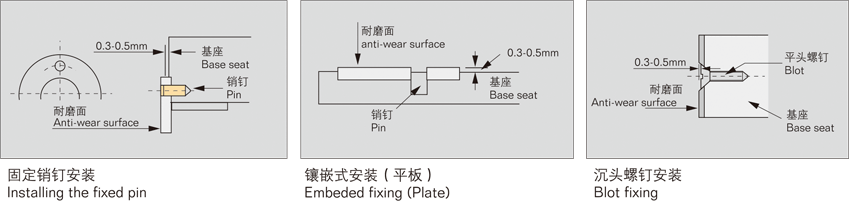
3. 止推垫片、平板的装配方法
我们推荐采用固定销、沉头螺钉安装止推垫片,采用镶嵌式安装平板。安装止推垫片或平板时,要求润滑层比基座高0.3~0.5mm。
自润滑轴承的性能在很大程度上受相配轴承材料表面粗糙度、硬度的影响。高质量的轴表面能够延长轴承寿命。相反粗糙的,硬度低的表面影响、降低轴承的使用寿命。
A、轴表面粗糙度
1.在流体润滑条件下使用,要求相配轴表面做镜面加工,尽可能缩小油膜的间隙,使其接近流体润滑状态,从而提高轴承的性能。
2.轴承在干摩擦条件下使用,只要控制其相配轴表面粗糙度Ra=0.4-063的范围内。
B 轴的硬度
轴的表面硬度不低于220HB。在高负荷、摇摆运动条件下,必须将轴进行热处理硬度HRC50以上或镀硬铬,再进行磨加工,经过表面处理后,能提高耐腐蚀性,提高表面硬度,提高润滑性。若在海水中等类似的腐蚀条件下,相配轴必须电镀二至三层硬铬。
轴的表面粗糙、尖角毛刺、沟槽都会损坏轴承的滑动层。
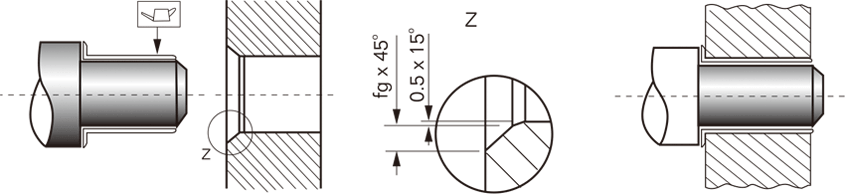
A、座孔倒角
1.直套轴承的座孔要求:相配座孔对应倒角。
座孔直径
<30
30~80
80~180
>180
对应倒角
0.8±0.3×20°±5°
1.2±0.4×20°±5°
1.8±0.8×20°±5°
2.5±1.0×20°±5°
2.翻边轴承相配座孔,座孔要求提供足够大的倒角,以防止其翻边半径处变形
座孔直径
<10
>10
对应倒角
1.2±0.2×45°±5°
1.7±0.2×45°±5°
B、轴承座内径要求
轴承座孔内径配合公差,取H7公差

